


青木工業刃物 規格品につきまして
弊社では、主に包装機械用刃物を手掛けており、各機械メーカー様にも安心して使用して頂けますよう、品質には自信がございます。 また、「切れ味」はもちろんのこと、「耐久性」・「コスト」等、1社でも多く満足して頂けるよう日々努力しております。
【再研磨について】
規格品の再研磨はできます。納期は現物が届いてから通常約3週間となります。
※短納期にも対応致します。
-
丸ナイフ
円周上に刃がついている刃物です。仕様に合わせて、材質も2種類、刃形状も、両刃、片刃も取り揃えております。
-
カットナイフ
上刃、下刃2枚の刃物で切断するので、薄いものから厚いものまで様々な対象物をカットすることが出来ます。
-
鋸刃式ナイフ
一枚の鋼板の側面に多くの刃(刃・目)をつけた刃物です。つなぎ合わせて使用できるように製作しております。
-
ハサミ/部品/ユニット/ユニット部品
物を二つの刃で挟んで切断するための刃物です。弊社規格品ハサミにも、正、勝手違いがございます。
-
スリッター上刃・下刃/ホルダー
上刃は、鋼の円板の外周に滑らかな刃がついた刃物、下刃は鋼の円板の外周に滑らかな刃がついた刃物のことです
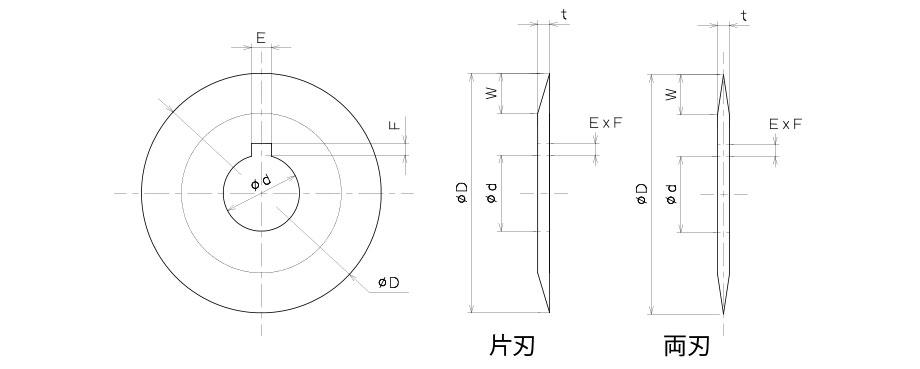
丸ナイフ規格品
丸刃とは、辞書では「研ぎが悪く、丸くなって切れなくなった刃先」という意味とのことですが、弊社の丸刃はもちろん、そんなことはございません。
弊社の丸刃というのは、円周上に刃がついている刃物のことを指します。
弊社規格品丸ナイフには、さまざまな寸法のものがラインナップされております。
また、仕様に合わせて、材質も2種類、刃形状も、両刃、片刃も取り揃えております。

| 標準規格寸法表 | 材質別 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SKH 51 | SKS 2 | |||||||||
| 記号 | D:直径 | t:厚さ | d:孔径 | W:刃巾 | キー溝 | HRC 63 | HRC 60 | |||
| E | F | 片刃 | 両刃 | 片刃 | 両刃 | |||||
| M-1 | 50 | 0.8 | 9.5 | 3 | ○ | ○ | ○ | ○ | ||
| M-2 | 50 | 1.2 | 12.7 | 5 | ○ | ○ | ○ | ○ | ||
| M-3 | 50 | 1.5 | 15.8 | 7 | ○ | ○ | ○ | ○ | ||
| M-4 | 75 | 1 | 12.7 | 8 | ○ | ○ | ○ | ○ | ||
| M-5 | 75 | 1.2 | 15.8 | 9 | ○ | ○ | ○ | ○ | ||
| M-6 | 75 | 1.5 | 19 | 10 | ○ | ○ | ○ | ○ | ||
| M-7 | 100 | 1 | 19 | 12 | 5 | 3 | ○ | ○ | ○ | ○ |
| M-8 | 100 | 1.5 | 25.4 | 15 | 5 | 3 | ○ | ○ | ○ | ○ |
| M-9 | 100 | 1.8 | 31.75 | 20 | 6 | 3 | ○ | ○ | ○ | ○ |
| M-10 | 125 | 1 | 25.4 | 15 | 5 | 3 | ○ | ○ | ○ | ○ |
| M-11 | 125 | 1.5 | 31.75 | 18 | 6 | 3 | ○ | ○ | ○ | ○ |
| M-12 | 125 | 1.8 | 38.1 | 20 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-13 | 135 | 1 | 25.4 | 15 | 5 | 3 | ○ | ○ | ○ | ○ |
| M-14 | 135 | 1.5 | 31.75 | 18 | 6 | 3 | ○ | ○ | ○ | ○ |
| M-15 | 135 | 1.8 | 38.1 | 20 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-16 | 150 | 1.2 | 25.4 | 15 | 5 | 3 | ○ | ○ | ○ | ○ |
| M-17 | 150 | 1.8 | 38.1 | 20 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-18 | 150 | 2 | 44.5 | 23 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-19 | 165 | 1.5 | 25.4 | 18 | 5 | 3 | ○ | ○ | ○ | ○ |
| M-20 | 165 | 2 | 38.1 | 20 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-21 | 165 | 2.3 | 44.5 | 20 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-22 | 180 | 1.8 | 25.4 | 18 | 5 | 3 | ○ | ○ | ○ | ○ |
| M-23 | 180 | 2 | 38.1 | 20 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-24 | 180 | 2.5 | 50.8 | 25 | 8 | 5 | ○ | ○ | ○ | ○ |
| M-25 | 200 | 1.8 | 38.1 | 20 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-26 | 200 | 2.5 | 44.5 | 23 | 7 | 4 | ○ | ○ | ○ | ○ |
| M-27 | 200 | 2.8 | 50.8 | 25 | 8 | 5 | ○ | ○ | ○ | ○ |
| M-28 | 250 | 1.8 | 38.1 | 22 | 8 | 5 | ○ | ○ | ○ | ○ |
| M-29 | 250 | 2.5 | 44.5 | 25 | 8 | 5 | ○ | ○ | ○ | ○ |
| M-30 | 250 | 3 | 50.8 | 30 | 8 | 5 | ○ | ○ | ○ | ○ |
| 標準規格寸法表 | 材質別 | |||||||
|---|---|---|---|---|---|---|---|---|
| 記号 | D:直径 | t:厚さ | d:孔径 | W:刃巾 | キー溝 | SKH51 | SKS2 | |
| E | F | HRC63 | HRC60 | |||||
| MK-1 | 25 | 0.5 | 6 | 3 | ○ | - | ||
| MK-2 | 30 | 0.5 | 6 | 3 | ○ | - | ||
| MK-3 | 50 | 1 | 12 | 5 | ○ | - | ||
| MK-4 | 75 | 1 | 12 | 8 | ○ | - | ||
| MK-5 | 100 | 1 | 25 | 12 | 5 | 3 | - | ○ |
| MK-6 | 125 | 1 | 25 | 15 | 5 | 3 | - | ○ |
| MK-7 | 135 | 1 | 25 | 15 | 5 | 3 | - | ○ |
| MK-8 | 150 | 1.2 | 30 | 15 | 6 | 3 | - | ○ |
| MK-9 | 165 | 1.5 | 30 | 18 | 6 | 3 | - | ○ |
| MK-10 | 180 | 2 | 30 | 20 | 6 | 3 | - | ○ |
| MK-11 | 200 | 2.5 | 40 | 23 | 7 | 4 | - | ○ |
| MK-12 | 250 | 2.5 | 40 | 25 | 7 | 4 | - | ○ |
| MK-13 | 300 | 2.5 | 40 | 28 | 7 | 4 | - | ○ |
※両刃のみとなります。
材質は、二種類 SKH51(高速度鋼)、SKS2(合金工具鋼)
刃型は、二種類 両刃、片刃、以上の種類があります。
規格以外の寸法、材質のものは、受注生産品にて対応致します。
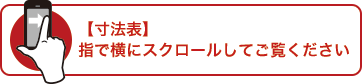
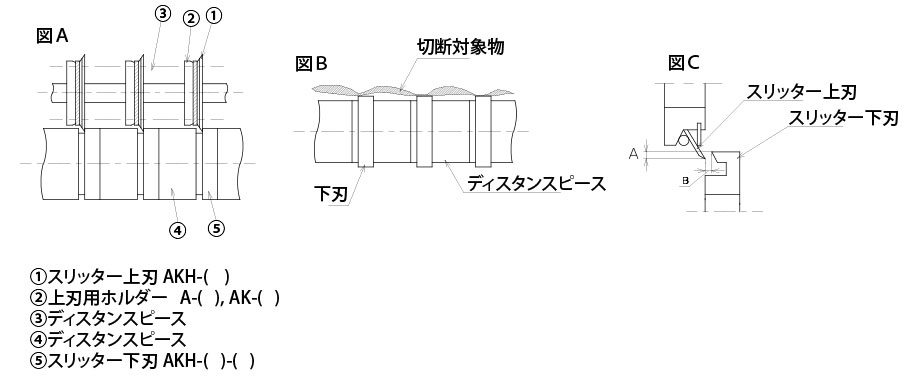
【取付方法】
図A.丸刃を一本のシャフトに何枚か取付け、ディスタンスピースにて、刃の間隔を設定し、両側、又は
片側より、
ネジにて締め付けをして下さい。
図B.丸刃を各々ホルダーに取付け、そのホルダーによって、シャフトに固定する方法もあります。
図C.丸刃の軸の一端に固定する方法もあります。
注意事項
締め付けネジは、力の加わる方向に締るものである様に注意して下さい。
【使用方法】
例1.
製品の送り速度と、刃物の周速とを同一にした押切切断方法がございます。(図D)
刃物受けには、ロール、板、コンベア等が用いられます。なお、受ローラーの材質は刃を保護する為に、
樹脂、ゴムなど刃物よりやわらかい物が良く使用されております。
例2.
製品の送り速度より刃物の周速を速くし切断する方法もございます。
(1)図Eのとおり刃物の通る溝を作り、刃物が溝にはいった状態にて切断する。
(2)図Fの様に高速回転している刃物に製品を通し切断する。又その反対に、製品を固定し、回転して
いる刃物を移動し、切断する。
(切断対象物により異なるが、周速200m~800m/minの範囲での使用例が多い)
例3.
特殊例として、紙管、又、粘着テープなどの様に、パイプ状になった物を切断する時、図Gの様に
製品を回転させ、刃物固定、回転及びフリー回転により、製品に押しあて切断する方法もございます。
【その他】
再研磨について
規格品の再研磨はできます。納期は現物が届いてから通常約3週間となります。
※短納期にも対応致します。

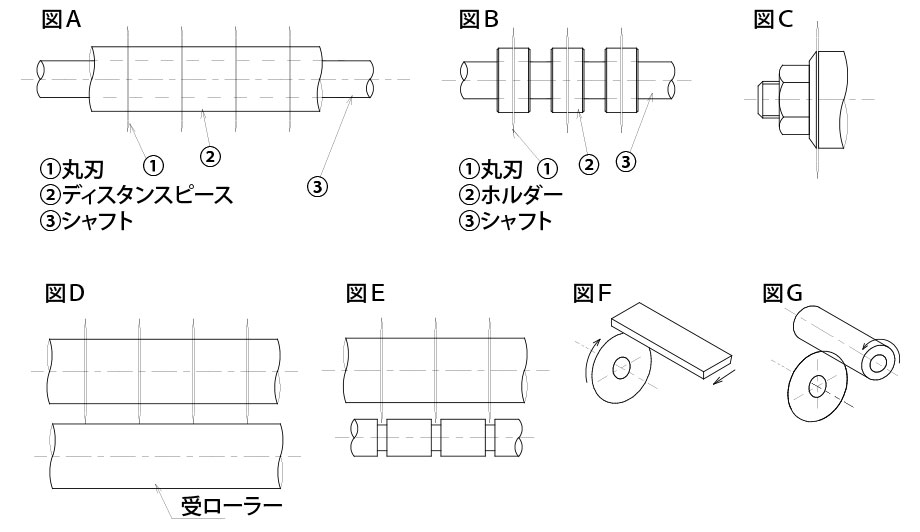
カットナイフ規格品
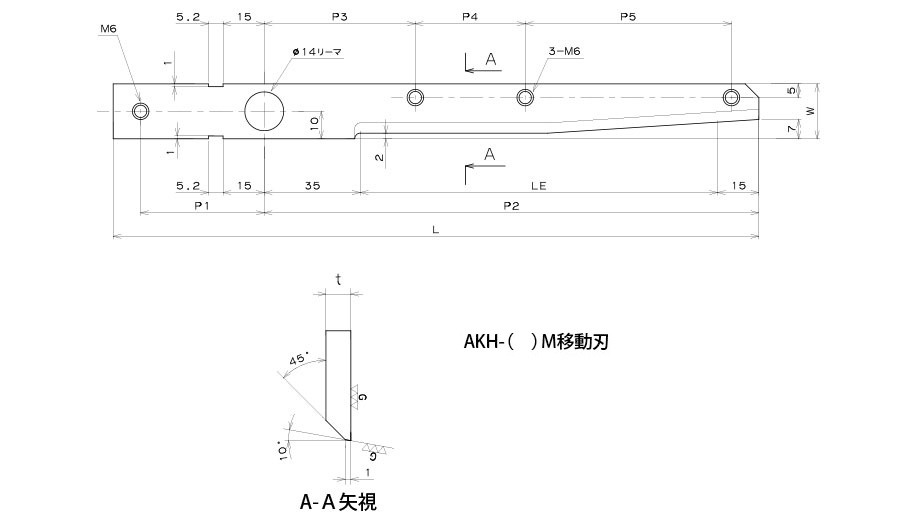
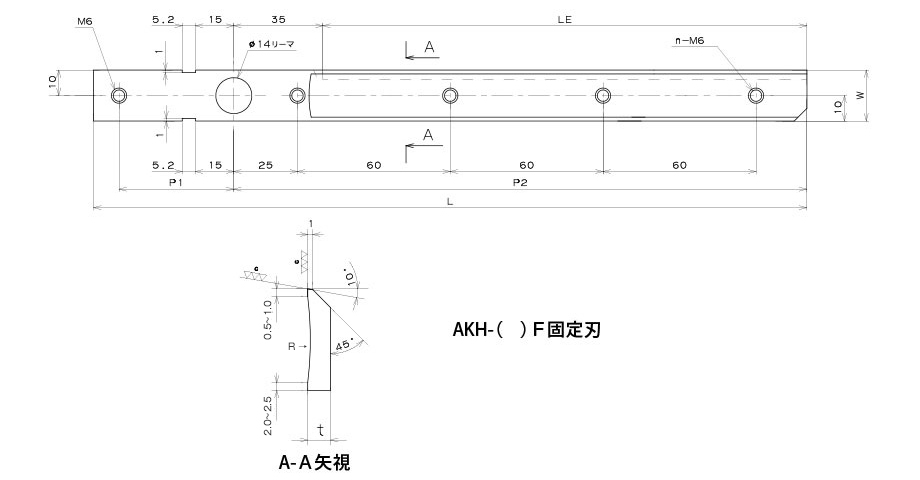
カットナイフとは、上刃、下刃2枚の刃物で切断するので、薄いものから厚いものまで様々な対象物をカットすることが出来ます。 また、刃先にのみハイス鋼のチップをつけており、本体にはSS400を使用しておりますので、 穴加工等の追加工がしやすくなっております。(勝手違いは別注品対応となります)

【材質】 本体:SS400 チップ:SKH-51
M=移動刃 F=固定刃
| 記号 | L:長さ | W1:高さ | W2:高さ | W3:高さ | W4:高さ | t:厚み |
|---|---|---|---|---|---|---|
| AKH-C-1000M | 1015 | 110 | 47 | 30 | 15 | 12 |
| AKH-C-750M | 765 | 100 | 43 | 30 | 15 | 12 |
| AKH-C-550M | 560 | 85 | 40 | 25 | 10 | 12 |
| AKH-C-450M | 458 | 63 | 25 | 18 | 8 | 8 |
| AKH-C-340M | 348 | 53 | 23 | 15 | 8 | 8 |
| AKH-C-230M | 238 | 45 | 20 | 15 | 8 | 8 |
| AKH-C-1000F | 1015 | 60 | 10 | |||
| AKH-C-750F | 765 | 55 | 10 | |||
| AKH-C-550F | 560 | 45 | 10 | |||
| AKH-C-450F | 458 | 30 | 6 | |||
| AKH-C-340F | 348 | 30 | 6 | |||
| AKH-C-230F | 238 | 30 | 6 |
*勝手違いは別注品となります。
チップ部分以外は、切削が可能で、取付穴等の加工を行い使用することが可能です。
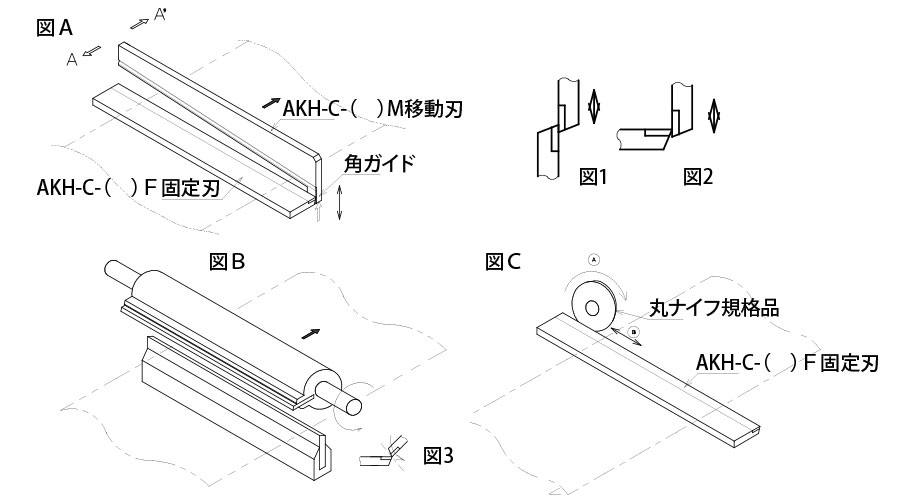
図A.
M(移動刃)、F(固定刃)の最も標準的組み合わせの方法です。
A図、B図の様にF-H(固定刃)の向きが二通り考えられます。
ウス物を切断する場合、角の部分をガイドにし矢指A-A'部分を、M-H(移動可)が、A方向にせり出した形に
組み合わせをする。せり出し部分のみ合わせ力を、バネ、ゴム等、弾性により吸収し、
常に刃のかみ合わせを良くなる様に考慮して下さい。
厚物を切断する場合、対象物に合わせたM、Fの刃先のクリアランスが必要になってきます。
又、F同士、M同士の組み合わせも可能です。
図B.
F(固定刃)を2本使用し、1本固定し1本を回転体に固定し、エッヂ同志をぶつけ合わせて切断する方法もございます。
ウス物のシート、又はロール状の物に多く使用されています。この切断方法の場合、回転軸の軸受関係、刃物取付部などの剛性を必要とします。
図C.
F(固定刃)と丸ナイフ規格品の組み合わせにより切断する方法です。
丸ナイフ規格品をA矢指方向に回転をあたえながら、B矢指方向に移動させ、切断する方法です。
往復の切断が可能であります。
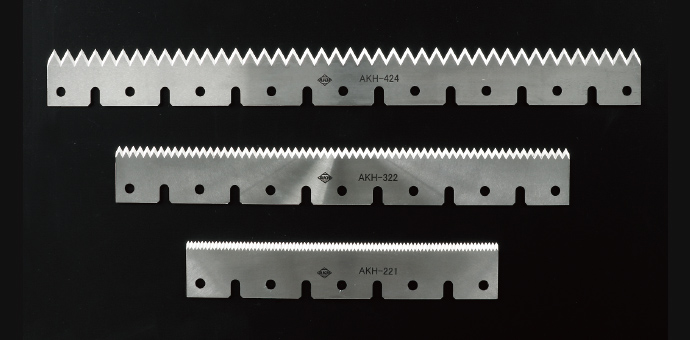
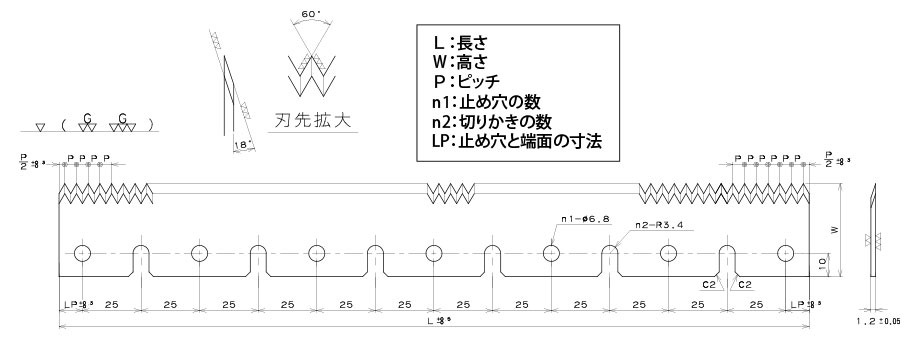
鋸刃式ナイフ規格品
鋸刃とは、一枚の鋼板の側面に多くの刃(刃・目)をつけた刃物であります。 一般的には、木材や金属を切断するために使用されるものでありますが、弊社の鋸刃は、フィルムカット用に加工されております。 また長尺物のカットにも対応するために、つなぎ合わせて使用できるように製作しております。


【材質】 SKH51
| 記号 | L:長さ | W:高さ | P:間隔 | n1 | n2 | LP |
|---|---|---|---|---|---|---|
| AKH-421 | 420 | 40 | 2.5 | 9 | 8 | 10 |
| AKH-422 | 〃 | 〃 | 5 | 〃 | 〃 | 〃 |
| AKH-423 | 〃 | 〃 | 7.5 | 〃 | 〃 | 〃 |
| AKH-424 | 〃 | 〃 | 10 | 〃 | 〃 | 〃 |
| AKH-321 | 320 | 〃 | 2.5 | 7 | 6 | 〃 |
| AKH-322 | 〃 | 〃 | 5 | 〃 | 〃 | 〃 |
| AKH-323 | 330 | 〃 | 7.5 | 〃 | 〃 | 15 |
| AKH-324 | 320 | 〃 | 10 | 〃 | 〃 | 10 |
| AKH-221 | 220 | 〃 | 2.5 | 5 | 4 | 〃 |
| AKH-222 | 〃 | 〃 | 5 | 〃 | 〃 | 〃 |
| AKH-223 | 225 | 〃 | 7.5 | 〃 | 〃 | 12.5 |
| AKH-224 | 220 | 〃 | 10 | 〃 | 〃 | 10 |
| AKH-222W | 〃 | 80 | 5 | 〃 | 〃 | 〃 |
| AKH-322W | 320 | 〃 | 〃 | 7 | 6 | 〃 |
| AKH-422W | 420 | 〃 | 〃 | 9 | 8 | 〃 |
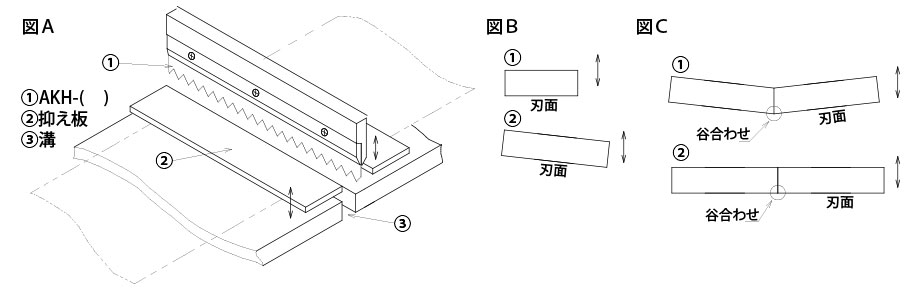
【使用方法】
図A.
切断物を押え板②により押えた後、刃物を溝③に刃物を投入する事により、切断する方法です。
切断物が鋸刃により押され張った状態より最少鋸刃の山から谷の寸法の二倍の投入寸法が必要になりますので
製品や、押えが不完全の場合は、投入寸法を大きくすると良いです。
図B.
①は刃物の長さ分を一度に切断する。
②の様に刃物を斜めに取付、片側より徐々に切断する。この場合は①より少ない力で切断する事ができます。
図C.
図Bに示した切断方法に、鋸刃を複数合わせて切断する方法です。合わせの部分は、谷の部分になるように取り付けて使用して下さい。
【その他】
再研磨について
規格品の再研磨はできます。納期は現物が届いてから通常約3週間となります。
※短納期にも対応致します。
ハサミ
ハサミとは、物を二つの刃で挟んで切断するための刃物です。
弊社のハサミは、接触点に剪断する力を集中するように、刃には僅かなひねり(反り)をつけております。
一般的に使用しますハサミは、人の手によってひねりの調節が出来ますが、機械に取り付けるハサミでは、刃物本体にひねりをつけないと上手く切れないことがあります。
右利き用・左利き用がありますように、弊社規格品ハサミにも、正、勝手違いがございます。(勝手違いは別注品対応となります。)

【材質】 SKH51
M=移動刃 F=固定刃
| 記号 | L:長さ | W:高さ | t:厚み | LE | P1 | P2 |
|---|---|---|---|---|---|---|
| AKH-130M | 235 | 20 | 4.5 | 130 | 45 | 180 |
| AKH-180M | 295 | 20 | 4.5 | 180 | 55 | 230 |
| AKH-240M | 365 | 22 | 5 | 240 | 65 | 290 |
| AKH-300M | 435 | 22 | 5 | 300 | 75 | 350 |
| AKH-130F | 220 | 20 | 4.5 | 130 | 45 | 165 |
| AKH-180F | 280 | 20 | 4.5 | 180 | 55 | 215 |
| AKH-240F | 350 | 22 | 5 | 240 | 65 | 275 |
| AKH-300F | 420 | 22 | 5 | 300 | 75 | 335 |
*勝手違いは別注品となります。
ハサミ部品
| 記号 | 品名 | 材質 |
|---|---|---|
| 1 | セットピン | S45C |
| 2 | ブッシュ | 合油メタル |
| 3 | ピン | SK5 |
| 4-イ | 座金(ワッシャー) | QSK |
| 4-ロ | 〃 | QSK |
| 5-イ | 皿バネ | |
| 5-ロ | 座金(ワッシャー) | |
| 5-ハ | ナット(2種、3種) |
ハサミユニット


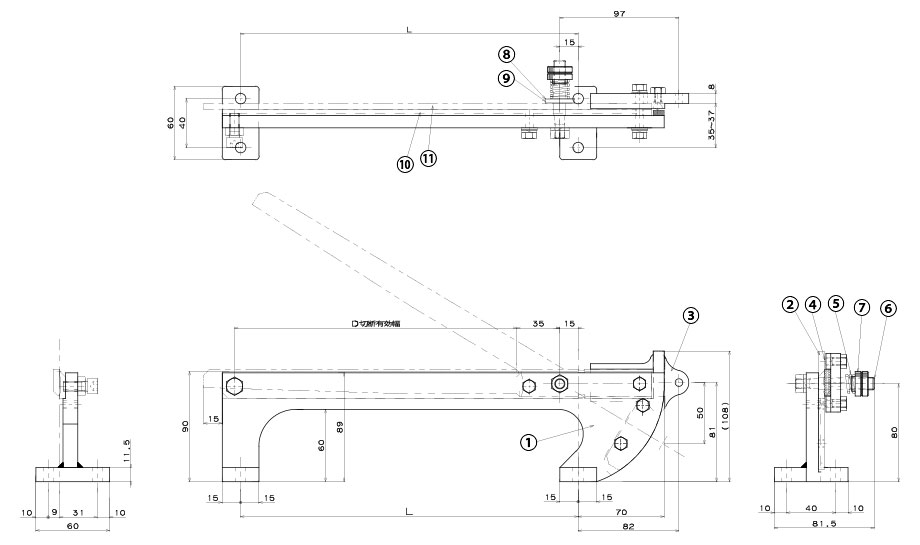
| 記号 | L,寸法 | D,切断寸法巾 |
|---|---|---|
| AKH-130Y | 165m/m | 120m/m |
| AKH-180Y | 215m/m | 170m/m |
| AKH-240Y | 275m/m | 230m/m |
| AKH-300Y | 335m/m | 290m/m |
*勝手違いは別注品となります。
ハサミユニット部品
| 記号 | 品名 |
|---|---|
| 1 | ナイフブラケット300L |
| 1 | ナイフブラケット240L |
| 1 | ナイフブラケット180L |
| 1 | ナイフブラケット130L |
| 2 | ナイフホルダーガイド |
| 3 | ナイフホルダー300L |
| 3 | ナイフホルダー240L |
| 3 | ナイフホルダー180L |
| 3 | ナイフホルダー130L |
| 4 | 鋼球 |
| 5 | スプリング |
| 6 | セットピン |
| 7 | ナット つば付き |
| 7 | ナット つば無し |
| 8 | スラストベアリングワッシャー |
| 9 | スラストベアリング |
| 10 | AKH-***M |
| 11 | AKH-***F |
スリッターナイフ規格品 スリッター上刃
スリッター上刃は、鋼の円板の外周に滑らかな刃がついた刃物のことです。上下の刃物を接触させて使用致します。 刃が薄いほどシャープに切ることができますが、剛性が弱まる為、高速回転させた時の刃振れが大きくなってしまいます。そこで青木工業刃物では、長年培ってきた技術を生かして腰入れを行い、0.5mmの薄さでの加工を可能にしました。 フィルムや紙など薄く柔らかな対象物の切断に適しており、 切り粉の発生が少なく材料ロスが減るため、 コスト削減はもちろん環境にも配慮した刃物として 多数の工場などに導入されています。

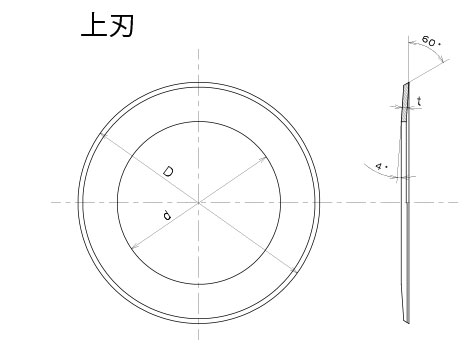
【材質】 SKH51
| 寸法/記号 | D:外形 | d:穴径 | t:厚さ |
|---|---|---|---|
| AKH-1 | 62 | 38 | 0.5 |
| AKH-2 | 68 | 46 | 0.5 |
| AKH-3 | 98 | 66 | 0.7 |
| AKH-4 | 108 | 75 | 0.7 |
| AKH-5 | 118 | 80 | 0.8 |
スリッターナイフ規格品 スリッター下刃
スリッター下刃は、鋼の円板の外周に滑らかな刃がついた刃物のことです。スリッター上刃とセットにて使用致します。 クリアランスは0(ゼロ)にて使用するケースが多いです。 スリッター下刃は上刃とは対照的に刃物自身に厚みを持たせることにより、剛性を高めております。 フィルムや紙など薄く柔らかな対象物の切断に適しており、切り粉の発生が少なく材料ロスが減るため、コスト削減はもちろん環境にも配慮した刃物として多数の工場などに導入されています。

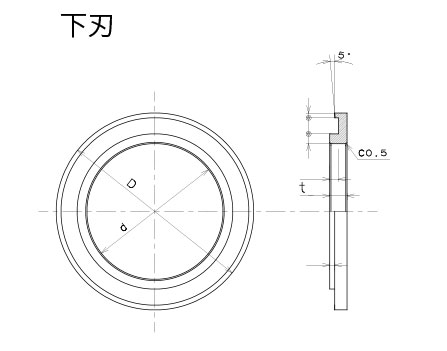
【材質】 SKD1
| 寸法/記号 | D:外形 | d:穴径 | t:厚さ |
|---|---|---|---|
| AKH-1-1 | 50 | 35 | 5 |
| AKH-2-1 | 60 | 40 | 5 |
| AKH-2-2 | 60 | 40 | 7 |
| AKH-2-3 | 60 | 40 | 10 |
| AKH-3-1 | 80 | 55 | 5 |
| AKH-3-2 | 80 | 55 | 7 |
| AKH-3-3 | 80 | 55 | 10 |
| AKH-4-1 | 86 | 60 | 5 |
| AKH-4-2 | 86 | 60 | 8 |
| AKH-5-1 | 92 | 65 | 6 |
| AKH-5-2 | 92 | 65 | 10 |
【取付方法】
1.
一本のシャフトに、数個の刃物を取付使用する一例です。
スリッター下刃⑤とディスタンピース④の組み合わせにより切断ピッチを決定します。
刃の取付は丸ナイフ規格品と同様に、両側、又。、片側よりネジにて締付固定をして下さい。
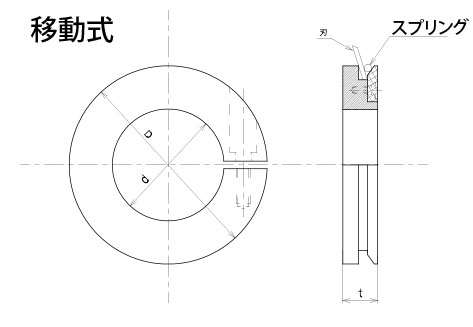
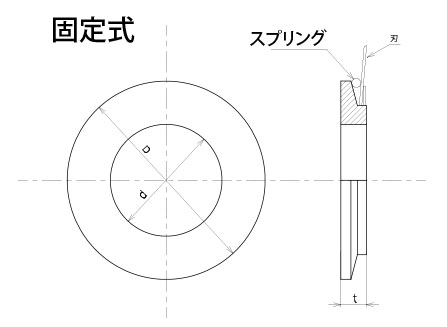
スリッター上刃①をホルダー②に取付、図Aの様に組み合わせを取付する。
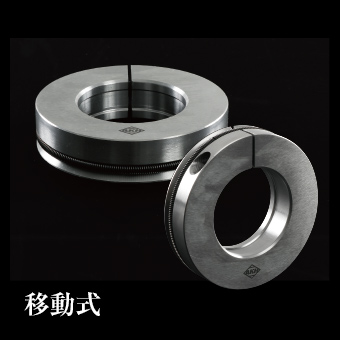
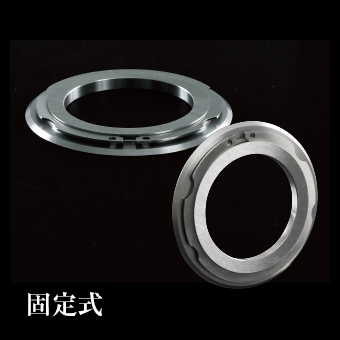
ホルダー②は固定式、移動式とがあり、固定式の場合、ディスタンスピース③を使用し、
下刃と同じ様に取付を行なう。
移動式の場合は、ホルダーそのままシャフトに通しホルダーに取り付いているネジにより、
シャフトに締付固定する。
2.
切断対象物が図Bの様な形状の場合、スリッター下刃の外径より、ディスタンスピースの外径を小さくすると良い。
3.
スリッターの組み合わせ、A 寸法1~3ミリ位、B寸法、刃物が合わさった時より、0.1~0.3位、押しあてる。
AKH-1、AKH-1-1 1部数字の同じ物同士を組み合わせ1:1の回転を与える方法。
又、上刃を回転させかみ合わせ力により、下刃が回る方法(つれ回り)刃物の周速を同一にさせて、使用する方法もあります。
【注意事項】
刃のセッティング及び、開放の場合、上刃と下刃のかみ合わせ部分図CBに間隔をあたえることが必要である。
【その他】
再研磨について
規格品の再研磨はできます。納期は現物が届いてから通常約3週間となります。
※短納期にも対応致します。
上刃用ホルダー(移動式・固定式)
| 寸法/記号 | 対象の上刃 | D:外形 | d:穴径 | t:厚さ |
|---|---|---|---|---|
| A-2 | AKH-1 | 50 | 25 | 12 |
| A-3 | AKH-2 | 55 | 30 | 9.5 |
| A-4 | 55 | 30 | 14 | |
| A-5 | AKH-3 | 80 | 45 | 9.5 |
| A-6 | 80 | 45 | 14 | |
| A-7 | 80 | 45 | 19 | |
| A-8 | AKH-4 | 90 | 50 | 9.5 |
| A-9 | 90 | 50 | 14 | |
| A-10 | 90 | 50 | 20 | |
| A-11 | AKH-5 | 95 | 55 | 9.5 |
| A-12 | 95 | 55 | 15 | |
| A-13 | 95 | 55 | 20 |
【材質】 S45C
| 寸法/記号 | 対象の上刃 | D:外径 | d:穴径 | t:厚さ |
|---|---|---|---|---|
| AK-1 | AKH-1 | 50 | 25 | 5 |
| AK-2 | AKH-2 | 55 | 35 | 5 |
| AK-3 | 55 | 35 | 7 | |
| AK-4 | 55 | 35 | 10 | |
| AK-5 | AKH-3 | 80 | 50 | 5 |
| AK-6 | 80 | 50 | 7 | |
| AK-7 | 80 | 50 | 10 | |
| AK-8 | AKH-4 | 90 | 55 | 5 |
| AK-9 | 90 | 55 | 8 | |
| AK-10 | AKH-5 | 95 | 60 | 6 |
| AK-11 | 95 | 60 | 10 |
薄刃ナイフ規格品
製品につきましては、お問合せください。